前 言
油品的残炭值, 是指油品在特定的高温条件下,经过蒸发及热裂解过程后 ,所形成的炭质残余物占油品的质量百分数。残炭值的大小与油品的化学组成及灰分含量有关。除灰分外, 油品中的胶质、沥青质及多环芳烃等物质是残炭的主要来源。故通常情况下, 残炭值可用来表征油品的相对生焦倾向的大小(含有生灰添加剂的油品除外),用于指导原料的选择及油品的生产工艺。
目前我G正在使用的残炭测定方法共有 4 种 :
康氏法(GB /T268)、微量法(GB /T17144 )、电炉法 (SH /T170)和兰氏法(SH /T160)。康氏法是世界
各G普遍采用的一种标准方法 ;微量法是近些年G内外普遍采用的一种简便而高效的残炭测定方法 , 我G于 1997 年正式列为G家标准方法;电炉法源于原苏联 ,使用的G家很少 ;兰氏法因其残炭数据与康氏残炭间只存在近似关系 ,故较少被采用。鉴于不同残炭测定方法的工作原理、实验装置、操作条件等因素均存在一定差别, 利用不同方法得到的测定结果间的相关性如何一直是油品分析工作者关心的问题。本文通过大量的不同类型的油样的残炭数据 ,详细地讨论了康氏法、微量法和电炉法残炭数据间的相关性问题, 并从方法原理、实验装置、操作条件等多方面进行了系统分析。
2 三种残炭测定方法的实验装置和实验过程简介
2. 1 康氏法
实验装置:康氏
残炭测定仪。所用瓷坩锅的外
口径为 46 ~ 49mm , 高 37 ~ 39m m , 容积为 29 ~

31m L 。
实验过程 :用恒重好的瓷坩锅称取油样后 , 将瓷坩锅放入仪器的内铁坩锅内,加盖。用煤气喷灯加热 ,控制预点火阶段的时间在(10 ±1. 5)min ;当有油烟冒出时 ,点火 ,控制燃烧阶段的时间在(13 ± 1)min ;当燃烧过程结束后 ,再进行 7min 的强火煅烧。自然冷却 15min 后 , 取出瓷坩锅 ,置于干燥器中冷却 40min 后称重。
2. 2 微量法
实验装置 :微量
残炭测定仪。所用玻璃样瓶的容积为 2m L , 外径约 12m m ,高 35mm 。
实验过程 :将称取油样的样瓶放在样瓶支架上, 置于温度低于 100 ℃的仪器炉膛内 ,盖上炉盖。用流量为 600m L /min 的氮气吹扫 10min ;将氮气流量降为 150m L /min 后 , 令加热炉以 10 ~ 15 ℃/ min 的速率升温** 500 ℃并维持 15min ;停止加热 , 在流量为 600m L /min 的氮气吹扫下冷却 ;待炉温降** 250 ℃以下时,取出样瓶,冷却后称重。
2. 3 电炉法
实验装置 :电炉
残炭测定仪。所用瓷坩锅的外口径为 30mm ,高 41mm ,容积约为 13m L 。
实验过程 :用恒重好的瓷坩锅称取油样后 , 将瓷坩锅放入温度为(520 ±5)℃的电炉空穴内 , 加盖。当有油烟由坩锅盖的细孔中逸出时, 点燃;燃
|
烧过程结束后, 盖上空穴盖,进行煅烧;当总加热时 |
|
间到 30min 时取出瓷坩锅 , 在空气中冷却 2min |
|
后,置于干燥器中冷却,40min 后称重。 |
|
|
3 实验内容及实验结果 |
|
|
为了考察康氏法、微量法和电炉法三种残炭 |
|
测定方法间的数据相关性 , 选取了常减压蒸馏、 |
|
焦化、减粘、加氢裂化、催化裂化、润滑油生产等 |
|
多种炼油工艺中的原料及产物样品 , 严格按照三 |
|
种标准方法的实验规范进行残炭测定 , 所得实验 |
|
数据见表 1 。 |
|
|
|
|
|
表 1 |
不同来源油样的三种残炭测定结果 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
样品名称 |
|
残炭, % |
|
微量残炭 - |
康氏残炭- |
微量残炭- |
康氏法 |
康氏法 |
|
康氏法 |
微量法 |
电炉法 |
康氏残炭 |
电炉残炭 |
电炉残炭 |
重复性允差 |
再现性允差 |
|
|
|
|
|
|
|
|
|
|
|
|
|
常减压 |
|
|
|
|
|
|
|
|
|
独炼减四 |
0. 39 |
0. 39 |
0. 40 |
0 |
- 0. 01 |
- 0. 01 |
0. 06 |
0. 18 |
|
伊朗原油 |
4. 34 |
4. 60 |
4. 79 |
0. 26 |
- 0. 45 |
- 0. 19 |
0. 45 |
0. 80 |
|
伊朗常渣 |
9. 51 |
9. 98 |
10. 50 |
0. 47 |
- 0. 99 |
- 0. 52 |
1. 05 |
1. 85 |
|
伊朗减渣 |
15. 02 |
14. 82 |
16. 62 |
- 0. 20 |
- 1. 60 |
- 1. 80 |
1. 66 |
2. 40 |
|
三厂减渣 |
8. 57 |
8. 39 |
8. 51 |
- 0. 18 |
0. 06 |
- 0. 12 |
0. 95 |
1. 65 |
|
大庆减渣 |
8. 04 |
8. 22 |
8. 57 |
0. 18 |
- 0. 53 |
- 0. 35 |
0. 90 |
1. 60 |
|
沙中常渣 |
11. 02 |
11. 34 |
11. 20 |
0. 32 |
- 0. 18 |
0. 14 |
1. 22 |
1. 90 |
|
减粘焦化 |
|
|
|
|
|
|
|
|
|
焦化蜡油1 |
0. 19 |
0. 12 |
0. 12 |
- 0. 07 |
0. 07 |
0 |
0. 04 |
0. 11 |
|
焦化蜡油2 |
0. 88 |
0. 73 |
0. 84 |
- 0. 15 |
0. 04 |
- 0. 11 |
0. 13 |
0. 28 |
|
焦化原料油 |
10. 74 |
10. 67 |
11. 00 |
- 0. 07 |
- 0. 26 |
- 0. 33 |
1. 16 |
1. 95 |
|
焦化循环油 |
0. 80 |
0. 66 |
0. 70 |
- 0. 14 |
0. 10 |
- 0. 04 |
0. 12 |
0. 26 |
|
焦化联合料 |
7. 68 |
7. 74 |
8. 00 |
0. 06 |
- 0. 32 |
- 0. 06 |
0. 83 |
1. 50 |
|
减粘>165℃ |
14. 24 |
14. 16 |
14. 49 |
- 0. 08 |
- 0. 25 |
- 0. 33 |
1. 55 |
2. 28 |
|
粘船用油 |
8. 98 |
8. 64 |
8. 88 |
- 0. 34 |
0. 10 |
- 0. 24 |
1. 00 |
1. 70 |
|
加氢裂化 |
|
|
|
|
|
|
|
|
|
焦蜡加氢油 |
0. 04 |
0. 02 |
0. 03 |
- 0. 02 |
0. 01 |
- 0. 01 |
0. 01 |
0. 04 |
|
加氢蜡油 |
0. 30 |
0. 28 |
0. 25 |
- 0. 02 |
0. 05 |
0. 03 |
0. 05 |
0. 15 |
|
加氢重油1 |
16. 04 |
17. 18 |
16. 87 |
1. 14 |
- 0. 83 |
0. 31 |
1. 77 |
2. 52 |
|
加氢重油2 |
8. 26 |
8. 38 |
7. 86 |
0. 12 |
0. 40 |
0. 52 |
0. 90 |
1. 60 |
|
加氢重油3 |
10. 47 |
11. 33 |
10. 83 |
0. 86 |
- 0. 36 |
0. 50 |
1. 16 |
1. 85 |
|
加氢重油4 |
8. 07 |
8. 28 |
8. 11 |
0. 21 |
- 0. 04 |
0. 17 |
0. 90 |
1. 60 |
|
加氢重油5 |
7. 80 |
8. 49 |
7. 95 |
0. 69 |
- 0. 15 |
0. 54 |
0. 90 |
1. 60 |
|
润滑油工艺 |
|
|
|
|
|
|
|
|
|
750MVI 基础油 |
0. 04 |
0. 06 |
0. 06 |
0. 02 |
- 0. 02 |
0 |
0. 01 |
0. 04 |
|
125 /140ZNZ 基础油 |
0. 48 |
0. 50 |
0. 43 |
0. 02 |
0. 05 |
0. 07 |
0. 07 |
0. 20 |
|
150BS 基础油 |
0. 58 |
0. 65 |
0. 64 |
0. 07 |
- 0. 06 |
0. 01 |
0. 08 |
0. 22 |
|
特力**发动机油 |
0. 90 |
0. 88 |
0. 88 |
- 0. 02 |
0. 02 |
0 |
0. 13 |
0. 28 |
|
20W /40SF |
1. 40 |
1. 28 |
1. 30 |
- 0. 12 |
0. 10 |
- 0. 02 |
0. 16 |
0. 38 |
|
催化裂化 |
|
|
|
|
|
|
|
|
|
原料 1 |
3. 68 |
3. 72 |
3. 84 |
0. 04 |
- 0. 16 |
- 0. 12 |
0. 43 |
0. 73 |
|
回炼油 1 |
0. 50 |
0. 53 |
0. 61 |
0. 03 |
- 0. 11 |
- 0. 08 |
0. 07 |
0. 20 |
|
油浆 1 |
14. 00 |
13. 61 |
21. 29 |
- 0. 39 |
- 7. 29 |
- 7. 68 |
1. 55 |
2. 28 |
|
原料 2 |
3. 68 |
3. 72 |
3. 84 |
0. 04 |
- 0. 16 |
- 0. 12 |
0. 42 |
0. 72 |
|
回炼油 2 |
0. 24 |
0. 11 |
0. 13 |
- 0. 13 |
0. 11 |
- 0. 02 |
0. 04 |
0. 11 |
|
油浆 2 |
12. 11 |
8. 22 |
13. 20 |
- 3. 89 |
- 1. 09 |
- 4. 98 |
1. 33 |
2. 04 |
|
原料 3 |
3. 80 |
3. 82 |
3. 94 |
0. 02 |
- 0. 14 |
- 0. 12 |
0. 43 |
0. 78 |
|
回炼油 3 |
0. 16 |
0. 12 |
0. 14 |
- 0. 04 |
0. 02 |
- 0. 02 |
0. 03 |
0. 09 |
|
油浆 3 |
16. 14 |
11. 58 |
17. 94 |
- 4. 56 |
- 1. 80 |
- 6. 36 |
1. 77 |
2. 52 |
|
原料 4 |
3. 83 |
3. 86 |
3. 92 |
0. 03 |
- 0. 09 |
- 0. 06 |
0. 43 |
0. 78 |
|
回炼油 4 |
0. 30 |
0. 27 |
0. 28 |
- 0. 03 |
+0. 02 |
- 0. 01 |
0. 05 |
0. 15 |
|
油浆 4 |
15. 74 |
14. 74 |
22. 70 |
- 1. 00 |
- 6. 96 |
- 7. 96 |
1. 71 |
2. 58 |
|
回炼油 5 |
1. 02 |
0. 62 |
1. 54 |
- 0. 40 |
- 0. 52 |
- 0. 92 |
0. 14 |
0. 30 |
|
油浆 5 |
17. 14 |
15. 26 |
25. 78 |
- 1. 88 |
- 8. 64 |
- 10. 52 |
1. 88 |
2. 64 |
|
重油 1 |
2. 56 |
2. 14 |
2. 65 |
- 0. 42 |
- 0. 09 |
- 0. 51 |
0. 30 |
0. 60 |
|
重油 2 |
5. 20 |
4. 56 |
5. 44 |
- 0. 64 |
- 0. 24 |
- 0. 88 |
0. 55 |
1. 00 |
|
重油 3 |
1. 98 |
1. 42 |
2. 16 |
- 0. 56 |
- 0. 18 |
- 0. 74 |
0. 25 |
0. 50 |
|
重油 4 |
1. 14 |
0. 98 |
1. 10 |
- 0. 16 |
0. 04 |
- 0. 12 |
0. 14 |
0. 30 |
|
重油 5 |
0. 83 |
0. 59 |
1. 12 |
- 0. 24 |
- 0. 29 |
- 0. 83 |
0. 12 |
0. 26 |
|
重油 6 |
2. 54 |
1. 89 |
2. 50 |
- 0. 65 |
0. 04 |
- 0. 61 |
0. 30 |
0. 50 |

|
表 1 中还列出了不同方法间数据的差值 ,以及 |
|
康氏法的重复性和再现性指标要求等, 以便于数据 |
|
间的对比。 |
|
|
4 三种残炭测定方法的比较 |
|
|
4. 1 方法主要性能的比较 |
|
|
根据三种残炭标准分析方法的技术规范 ,现将 |
|
各方法的主要要求列于表 2 。 |
|
|
由表 2 内容可以看出 , 三种残炭测定方法在 |
|
几种主要性能方面均存在一定差别。康氏法所允 |
|
许的取样量**大 ,检测下限**低 ;微量法所允许的 |
|
取样量**小, 检测下限较高。微量法的重复性和 |
|
再现性均优于康氏法。从操作的自动化程度方面 |
|
看 ,微量法可以实现自动化操作 ,而康氏法及电炉 |
|
法则完全属于手工操作。从工作效率及劳动强度 |
|
方面看 , 完成相同数量的样品分析(如 10 个样 |
|
品),微量法和电炉法的效率相当 , 康氏法的效率 |
|
**低;微量法的劳动强度**小, 康氏法的劳动强度 |
|
**大。 |
表 2 三种残炭测定方法的主要性能
|
方法性能 |
|
康氏法(GB /T 268) |
电炉法(S H /T 0170) |
微量法(GB /T 17144) |
|
|
|
|
|
|
|
测量范围, % |
|
0. 01 ~ 30 |
未规定 |
0. 1 ~ 30 |
|
批量样品分析周期 |
|
45m in /2 个样 |
32min /4 个样 |
95min /10 个样 |
|
自动化程度 |
|
手工操作 |
手工操作 |
自动化操作 |
|
取样量 |
|
残炭 <5 %, 约 10g |
润滑油或柴油 10 %残余物, 7 ~ 8g |
残炭 <1 %,约 1. 5g |
|
|
|
残炭 5 %~ 15 %, 约5g |
重质燃料油, 1. 5 ~ 2g |
残炭 1 %~ 5 %, 约 0. 5g |
|
|
|
残炭>15 %, 约3g |
渣油、沥青, 0. 7 ~ 1 g |
残炭>5 %, 约 0. 15g |
|
重复性允差 r |
lgr = - 0. |
892 05 +0. 847 23lg X +0. 086 88(lgX)2 |
5 %~ 15 % |
r =0. |
077 X 2/3 |
|
再现性允差 R |
lgR =- 0. |
515 71 +0. 676 32lgX +0. 056 28(lgX)2 |
没有规定 |
R = 0. |
245 1X 2 /3 |

注:X —残炭值, %。 r —在 95 %的置信度下, 同一操作者, 使用同一仪器, 测定同一试样时, 两次测定结果间的** |
大允许差值。
R —在 95 %的置信度下, 不同操作者, 在不同实验室, 测定同一试样时, 两次测定结果间的**大允许差值。
综上所述, 微量法无论是从数据的重复性、再现性指标 ,还是从操作的自动化程度、分析效率及劳动强度方面看 , 均明显优于康氏法及电炉法 ,故愈来愈受到重视 ,应用也愈来愈广泛。
4. 2 实验数据的对比
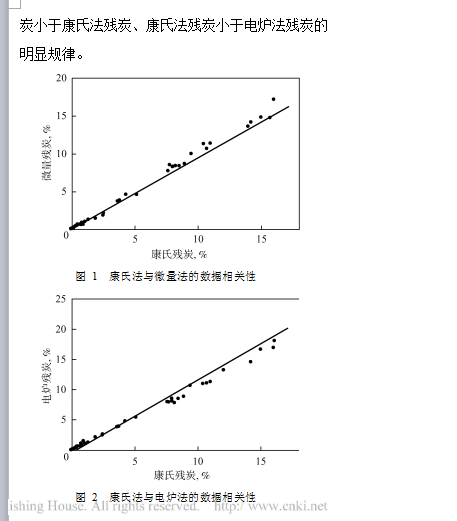
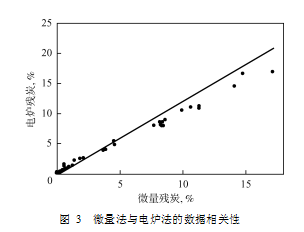
不同工艺来源油样的三种残炭测定结果详见表 1 。图 1 ~ 3 分别用图形的方式展示了不同方法间数据的线性相关性(全部数据), 给出了线性拟合计算公式及线性相关系数(R), 康氏法与微量法的数据相关性公式 y =0. 943 6 x +
0. 063 7 , R
2 =0. 97 ;康氏法与电炉法的数据相关性公式 y =1. 206 6 x +0. 465 6 , R
2 =0. 95 ;微量法与电炉法的数据相关性公式 y =1. 230 4 x +
0. 284 6 , R
2 =0. 91 。其中“ - ” 标记点为油浆样
品的数据。
由表 1 数据及图 1 ~ 3 的数据规律可以得知 : (1)除催化裂化工艺的油样外 ,其它工艺油样的三种残炭数据间具有较好的一致性, 不同方法的数据偏差均在康氏法的再现性误差允许的范围内 ,且jue大部分油样的数据偏差在康氏法的重复性误差允许的范围内。(2)对于由催化裂化工艺得到的油浆、含有油浆的催化裂化重油、部分回炼油等样品 , 三种残炭数据间的一致性较差 ,且呈现出微量法残

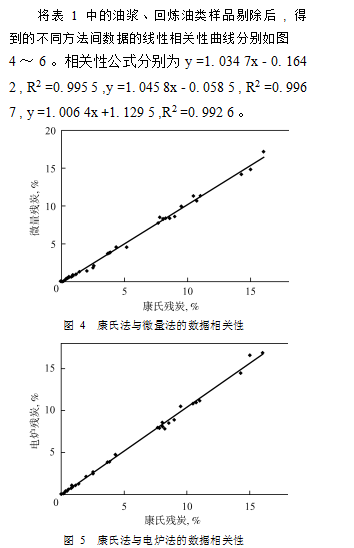
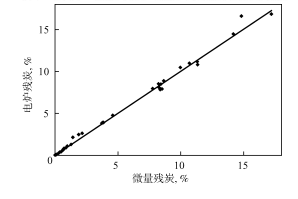
对照图 1 和图 4、图2 和图5 、图 3 和图 6 的数据规律,可以看出,在剔除催化裂化油浆及回炼油类样品的数据后,不同残炭测定方法间的数据相关性大为改善,线性相关系数 R
2 由原来的 0. 91 ~ 0. 97 到均优于0. 99 ,说明三种残炭测定方法的数据基本一致。
4. 3 实验结果的影响因素分析
前述的实验结果说明 ,用三种不同方法测定不同类型的油样时 ,所得残炭数据间的相关性有好有

图 6 微量法与电炉法的数据相关性
从样品组成的特点考虑, 油浆、回炼油类样品的组成多为较难裂化的多环芳烃、胶质、沥青质类物质 ,在高温条件下极易发生缩合反应, 生成大分子的稠环化合物,进而炭化形成较坚硬的炭壳。
从不同残炭测定方法的实验过程细节考虑 ,在用微量法测定时,由于样品量少, 且样瓶敞口(瓶口与瓶身几乎等径),蒸发及热裂解反应生成的气体容易逸出,故不易形成前述的硬炭壳。在康氏残炭的实验过程中, 由于瓷坩锅盖上仅开设了一个小孔 (6. 5mm),形成了锅大孔小的局面 ,加之样品量大,故容易形成大炭壳(所形成的炭壳球状、发污;而其它油品则生成带有光泽的、鱼鳞状的、较松散的炭质残余物),不利于蒸发及热裂解反应生成的气体的逸出,从而有利于气体的进一步裂化及缩合产物的形成,导致残炭数据偏高。在用电炉法测定残炭时,由于瓷坩锅盖上的毛细管状通气孔(1 ~ 1. 5mm)极易被炭渣堵塞,故严重妨碍了蒸发及热裂解反应生成的气体的逸出,从而有利于气体进行深度裂化及缩合产物的形成,**终导致残炭数据的偏高。
5 结 论
通过大量实验数据考察了康氏法、微量法和电炉法残炭数据间的相关性。结果表明 ,对于常减压蒸馏、焦化、减粘、加氢裂化、润滑油工艺等多种炼油工艺的油样 , 三种残炭测定方法的数据基本一致。对于催化裂化油浆、回炼油类样品 ,三种残炭数据间的一致性较差,且呈现出微量法残炭小于康氏法残炭、康氏法残炭小于电炉法残炭的明显规律;造成这种数据规律的主要原因既包括样品性质, 又包括残炭测定方法的细节差异。实际应用时, 应注意区别所用测试方法及样品类型。
坏。对于催化裂化工艺的油浆、回炼油类样品, 三种残炭数据间的一致性较差。笔者认为,这既与油浆、回炼油类样品的性质有关 , 又与三种残炭测定方法的细节差异有关。